Optimización del método de trabajo en Taller Central-Secciones Soldadura/Máquinas y Herramientas (página 2)
Hacer comparación de las debilidades internas con las amenazas externas y registrar las estrategias DA resultantes.
FO (Fortalezas-Oportunidades): Se basan en el uso de las fortalezas internas de una empresa con el objeto de aprovechar las oportunidades externas.
DO (Debilidades-Oportunidades): Tienen como objetivo la mejora de las debilidades internas, valiéndose de las oportunidades externas.
FA (Fortalezas-Amenazas): Se basan en la utilización de las fortalezas de una empresa para evitar o reducir al mínimo el impacto de las amenazas externas.
DA (Debilidades-Amenazas): Tiene como objetivo derrotar las debilidades internas y eludir las amenazas externas intentando minimizarlas, mediante estrategias de carácter defensivo, pues un gran número de estas pueden llevar a una empresa a una posición muy inestable.
La Matriz de Evaluación de los Factores Internos (EFI) Este instrumento para formular estrategias resume y evalúa las fuerzas y debilidades más importantes dentro de las áreas funcionales de un negocio y además ofrece una base para identificar y evaluar las relaciones entre dichas áreas. Al elaborar una matriz EFI es necesario aplicar juicios intuitivos, por lo que el hecho de que esta técnica tenga apariencia de un enfoque científico no se debe interpretar como si la misma fuera del todo contundente. Es bastante más importante entender a fondo los factores incluidos que las cifras reales.
Haga una lista de los factores de éxito identificados mediante el proceso de la auditoría interna. Use entre diez y veinte factores internos en total, que incluyan tanto fuerzas como debilidades. Primero anote las fuerzas y después las debilidades. Sea lo más específico posible y use porcentajes, razones y cifras comparativas.
Asigne un peso entre 0.0 (no importante) a 1.0 (absolutamente importante) a cada uno de los factores. El peso adjudicado a un factor dado indica la importancia relativa del mismo para alcanzar el éxito de la empresa. Independientemente de que el factor clave represente una fuerza o una debilidad interna, los factores que se consideren que repercutirán más en el desempeño dela organización deben llevar los pesos más altos. El total de todos los pesos debe de sumar 1.0.
Asigne una calificación entre 1 y 4 a cada uno de los factores a efecto de indicar si el factor representa una debilidad mayor (calificación = 1), una debilidad menor (calificación = 2), una fuerza menor (calificación =3) o una fuerza mayor (calificación = 4). Así, las calificaciones se refieren a la compañía, mientras que los pesos del paso 2 se refieren a la industria.
Multiplique el peso de cada factor por su calificación correspondiente para determinar una calificación ponderada para cada variable.
Sume las calificaciones ponderadas de cada variable para determinar el total ponderado de la organización entera.
Sea cual fuere la cantidad de factores que se incluyen en una matriz EFI, el total ponderado puede ir de un mínimo de 1.0 a un máximo de 4.0, siendo la calificación promedio de 2.5. Los totales ponderados muy por debajo de 2.5 caracterizan a las organizaciones que son débiles en lo interno, mientras que las calificaciones muy por arriba de 2.5 indican una posición interna fuerza. La matriz EFI, al igual que la matriz EFE, debe incluir entre 10 y 20 factores clave. La cantidad de factores no influye en la escala de los totales ponderados porque los pesos siempre suman 1.0.
El Análisis de la Industria: La Matriz de Evaluación de los Factores Externos (EFE) La matriz de evaluación de los factores externos (EFE) permite a los estrategas resumir y evaluar información económica, social, cultural, demográfica, ambiental, política, gubernamental, jurídica, tecnológica y competitiva. La elaboración de una Matriz EFE consta de cinco pasos:
Haga una lista de los factores críticos o determinantes para el éxito identificados en el proceso de la auditoria externa. Abarque un total de entre diez y veinte factores, incluyendo tanto oportunidades como amenazas que afectan a la empresa y su industria. En esta lista, primero anote las oportunidades y después las amenazas. Sea lo más específico posible, usando porcentajes, razones y cifras comparativas en la medida de lo posible.
Asigne un peso relativo a cada factor, de 0.0 (no es importante) a 1.0 (muy importante). El peso indica la importancia relativa que tiene ese factor para alcanzar el éxito en la industria de la empresa. Las oportunidades suelen tener pesos más altos que las amenazas, pero éstas, a su vez, pueden tener pesos altos si son especialmente graves o amenazadoras. Los pesos adecuados se pueden determinar comparando a los competidores que tienen éxito con los que no lo tienen o analizando el factor en grupo y llegando a un consenso. La suma de todos los pesos asignados a los factores debe sumar 1.0.
Asigne una calificación de 1 a 4 a cada uno de los factores determinantes para el éxito con el objeto de indicar si las estrategias presentes de la empresa están respondiendo con eficacia al factor, donde 4 = una respuesta superior, 3 = una respuesta superior a la media, 2 = una respuesta media y 1 = una respuesta mala. Las calificaciones se basan en la eficacia de las estrategias de la empresa. Así pues, las calificaciones se basan en la empresa, mientras que los pesos del paso 2 se basan en la industria. Multiplique el paso de cada factor por su calificación para obtener una calificación ponderada. Sume las calificaciones ponderadas de cada una de las variables para determinar el total ponderado de la organización.
Independientemente de la cantidad de oportunidades y amenazas clave incluidas en la matriz EFE, el total ponderado más alto que puede obtener la organización es 4.0 y el total ponderado más bajo posible es 1.0. El valor del promedio ponderado es 2.5. Un promedio ponderado de 4.0 indica que la organización está respondiendo de manera excelente a las oportunidades y amenazas existentes en su industria. En otras palabras, las estrategias de la empresa están aprovechando con eficacia las oportunidades existentes y minimizando los posibles efectos negativos de las amenazas externas. Un promedio ponderado de 1.0 indica que las estrategias de la empresa no están capitalizando las oportunidades ni evitando las amenazas externas.
Análisis Costo-Beneficio El análisis costo-beneficio es una herramienta financiera que mide la relación entre los costos y beneficios asociados a un proyecto de inversión con el fin de evaluar su rentabilidad, entendiéndose por proyecto de inversión no solo como la creación de un nuevo negocio, sino también, como inversiones que se pueden hacer en un negocio en marcha tales como el desarrollo de nuevo producto o la adquisición de nueva maquinaria.
Mientras que la relación costo-beneficio (B/C), también conocida como índice neto de rentabilidad, es un cociente que se obtiene al dividir el Valor Actual de los Ingresos totales netos o beneficios netos (VAI) entre el Valor Actual de los Costos de inversión o costos totales (VAC) de un proyecto.

Pasos para analizar la relación costo-beneficio
Hallar costos y beneficios: en primer lugar hallamos la proyección de los costos de inversión o costos totales y los ingresos totales netos o beneficios netos del proyecto o negocio para un periodo de tiempo determinado.
Convertir costos y beneficios a un valor actual: debido a que los montos que hemos proyectado no toman en cuenta el valor del dinero en el tiempo (hoy en día tendrían otro valor), debemos actualizarlos a través de una tasa de descuento.
Hallar relación costo-beneficio: dividimos el valor actual de los beneficios entre el valor actual de los costos del proyecto.
Analizar relación costo-beneficio: si el valor resultante es mayor que 1 el proyecto es rentable, pero si es igual o menor que 1 el proyecto no es viable pues significa que los beneficios serán iguales o menores que los costos de inversión o costos totales.
Comparar con otros proyectos: si tendríamos que elegir entre varios proyectos de inversión, teniendo en cuenta el análisis costo-beneficio, elegiríamos aquél que tenga la mayor relación costo-beneficio.
GLOSARIO DE TÉRMINOS Activos Fijos: Son todos aquellos bienes tangibles de naturaleza permanente, que tienen por objeto la producción de bienes y servicios que han de usarse durante un tiempo determinado en las operaciones regulares.
Aluminio: Es uno de los metales más comunes, pero su obtención industrial es reciente. Metal de calor y brillo parecido, muy sonoro, tenaz y ligero.
Análisis: Proceso de explicación, distinción y separación de las partes de un todo hasta llegar a conocer sus principales elementos.
Ausentismo laboral: Toda ausencia de una persona de su puesto de trabajo, en horas que correspondan a un día laborable, dentro de la jornada legal de trabajo.
Equipos Industriales: Bienes que se utilizan para elaborar y ensamblar otros bienes; para prestar un servicio de carácter productivo y que no se consume en un sólo ciclo de producción.
Escenarios: Es la descripción de una situación futura posible, que se basa en la interacción de los factores o situaciones que pueden presentarse y que son los de mayor impacto sobre la organización.
Estrategias: Conjunto de acciones que alinean las metas y objetivos de una organización
Evaluación: Consiste en una valoración sobre las formas en que se desempeña una empresa Fallas: Decimos que algo falla cuando deja de brindarnos el servicio que debía darnos o cuando aparecen efectos indeseables, según las especificaciones de diseño con las que fue construido o instalado el bien en cuestión.
Normalizar: Establece con respecto a problemas actuales o potenciales, disposiciones dirigidas a la obtención del nivel óptimo de orden ODT: Es un documento que autoriza al personal de Mantenimiento para intervenir un equipo o instrumento en un área por un periodo de tiempo determinado.
Operadores: Persona que se dedica a hacer un trabajo de tipo manual.
Requerimiento: Algo que se le pide o solicita a alguien SAP (Sistema de Aplicaciones y Productos): Es la plataforma tecnológica utilizada en el SISA, siendo una aplicación de gestión complementaria integrada, en que se basa la organización para adaptar sus procesos administrativos.
SISA (Sistema Integral del Sector Aluminio): Consiste en un proceso sistemático que trabaja en línea, acumulando la información financiera.
Sistema: Conjunto de elementos relacionados entre sí que nos permiten lograr un objetivo.
Taller de Máquinas y Herramientas: Es un espacio dotados de máquinas y herramientas que se utilizan para dar forma o modelar materiales sólidos, especialmente metales.
Taller de Soldadura: Espacio destinado a la elaboración de partes y piezas metal-mecánicas.
Turno Mixto: está compuesto de horas diurnas y nocturnas.
Turno Rotativo: Son los que comprenden distintas jornadas de trabajo dentro de la determinación de horario de un trabajador.
CAPÍTULO IV
Diseño metodológico
Tipo de Investigación Esta Optimización del Método de Trabajo, se basará en los siguientes tipos de estudio:
Investigación predictiva Según Hurtado Jacqueline (2015):
"(…) En este tipo de investigación el investigador observa un evento durante cierto tiempo, describe, analiza y busca explicaciones y factores relacionados entre sí, de modo tal que logra anticipar cual será el comportamiento futuro o la tendencia de ese evento". Tiene como propósito proponer escenarios, para resolver los problemas del Taller Central-Secciones Soldadura/Máquinas y Herramientas.
Investigación descriptiva Según Hurtado Jacqueline (2015):
"(…) Tiene como objetivo la descripción precisa del evento de estudio. Este tipo de investigación se asocia al diagnóstico. En la investigación descriptiva el propósito es exponer el evento estudiado, haciendo una enumeración detallada de sus características." Tiene como objetivo describir, registrar, analizar e interpretar la situación actual del Taller Central-Secciones Soldadura/Máquinas y Herramientas.
Investigación Evaluativa Según Hurtado Jacqueline (2015):
"(…) Su objetivo es evaluar los resultados de uno o más programas, que han sido, o están siendo aplicados dentro de un contexto determinado". Se evaluaron de manera cualitativa ciertos factores del operario y del ambiente donde está inmerso, como esfuerzo, consistencia, habilidad y condiciones de trabajo. Además, cuantificar los tiempos de realización de las actividades de los Operaciones del Taller Central-Secciones Soldadura/Máquinas y Herramientas.
Diseño de la Investigación Esta investigación se realizó, en el Taller Central- Secciones Soldadura/Máquinas y Herramientas, siendo una unidad lineal, que presta sus servicios a todas las áreas de producción y mantenimiento de la planta. Por lo que el diseño es no experimental de campo.
Según Hernández, S. (1998):
"(…) La Investigación No Experimental de Campo es aquella que se realiza sin manipular deliberada- mente variables".
Es decir, es la investigación donde no se varía intencionalmente las variables independientes. Lo que se hace en la investigación no experimental es observar fenómenos tal y como se dan en su contexto natural, para después analizarlos.
Para esta investigación se realizaron visitas periódicas al Taller Central- Secciones Soldadura/Máquinas y Herramientas, visualizando directamente como ocurre el proceso de trabajo. Se dice que es de campo ya que se obtuvo información valiosa e importante por medio de la observación directa y ejecutando encuestas informales.
Población y Muestra Según Arnau, (1980), la población se define como:
"(…) Conjunto de elementos, seres o eventos concordantes entre sí en cuanto una serie de características, de las cuales se desea obtener alguna información" Para efectos de esta investigación se tomó como población a los Soldadores/Operadores de Máquinas y Herramientas de Taller Central- Sección Soldadura/Máquinas y Herramientas, que ejecutan las actividades de fabricación, transformación y reparación, de los equipos y maquinarias de CVG Venalum.
Según Hurtado Jacqueline (2015), la muestra por autoselección:
"(…) Queda conformada por unidades que no fueron seleccionadas de ninguna manera por el investigador, sino que llegaron allí por razones de diversa índole". La muestra está conformada por 8 Operadores de Máquinas y Herramientas Especializados, 8 Técnicos de Máquinas y Herramientas que se encargan de preparar y operar las máquinas y herramientas necesarias para la ejecución de sus actividades, y 7 Soldadores que fabrican estructuras y piezas metálicas de materiales ferrosos y no ferrosos, con el fin de estudiar aspectos como, tiempo estándar y tiempo normal de las actividades de mantenimiento, tolerancias y fatiga del operario.
Técnicas e Instrumentos de Recolección de Datos Para la elaboración de este trabajo de investigación, se utilizaron técnicas e instrumentos de recolección de datos que se muestran a continuación:
Técnicas de Recolección de Datos Búsqueda de información bibliográfica: esta técnica se utilizó para tener una mejor información y compresión acerca del estudio de fuerza laboral, carga de trabajo y requerimiento de personal, además de las bases teóricas sobre CVG Venalum.
Observación directa: se realizó una serie de observaciones directas a través de funciones laborales en las Secciones Soldadura/Máquinas y Herramientas, para determinar el tiempo de realización de las actividades y el requerimiento de personal.
Según Sabino, C. (1997), señala que:
"(…) La observación directa es aquella a través de la cual se puedan conocer los hechos y situaciones de la realidad social". Entrevistas no estructuradas: la entrevista no estructurada e informal, se realizó por medio de conversaciones y preguntas sencillas al Supervisor y a los operadores de equipos del área de Taller Central-Secciones Soldadura/Máquinas y Herramientas, con la finalidad de buscar opiniones y obtener más información acerca de la situación actual.
Instrumentos de Recolección de Datos Computadoras. Pen Drive.
Cronómetro Lápiz y Papel. Cámara.
Calculadora.
Paquetes computarizados: programas bajo el ambiente de Windows.
Procedimiento Metodológico El procedimiento que se siguió para la realización de esta investigación se presenta a continuación:
1. Recolección de datos e información relacionada al estudio.
2. Definición y formulación del problema en el área de Taller Central- Secciones Soldadura/Máquinas y Herramientas.
3. Formulación de los objetivos generales y específicos de la investigación.
4. Selección de los instrumentos de recolección de datos como lo fueron las entrevistas a los empleados y visitas para la observación directa de acuerdo a la muestra.
5. Recolección de información para la formulación del marco teórico.
6. Realización de un diagnóstico de las labores que realizan los operarios en las Secciones Soldadura/Máquinas y Herramientas de Taller Central, a través de la aplicación de herramientas como causa-efecto, FODA, EFE y EFI
7. Evaluación del comportamiento de las ODT para conocer la frecuencia de realización de las actividades que se ejecutan en el Taller Central- Secciones Soldadura/Máquinas y Herramientas.
8. Determinación de la carga de trabajo asignada a los operadores y el requerimiento de personal necesario en las secciones Soldadura- Máquinas y Herramientas.
9. Evaluación del desempeño del recurso humano de Taller Central- Secciones Soldadura/Máquinas y Herramientas.
10. Realización de un plan de capacitación para los soldadores y operadores de máquinas y herramientas del Departamento Taller Central.
11. Realización de un análisis de Costo-Beneficio para evaluar distintos escenarios propuestos y así para determinar la opción más rentable para CVG Venalum.
CAPITULO V
Diagnóstico de la situación actual
En este capítulo se describe las funciones del Departamento de Taller Central, además de las áreas que lo compone, la situación que presentan actualmente y las distintas técnicas utilizadas para la recolección de la información como lo son el diagrama de causa-efecto, diagrama de Pareto, FODA, EFE, EFI y un cuadro de ventajas y desventajas de los turnos presentes en las secciones Soldadura/Máquinas y Herramientas.
Departamento Taller Central Es una unidad de línea, adscrita a la superintendencia Talleres y presta sus servicios a todas las áreas de producción, mantenimiento y servicios del área de planta.
Misión Asegurar el mantenimiento y reparación de los equipos hidráulicos, mecánicos, electromecánicos, neumáticos, eléctricos y sus componentes, así como la prestación de los servicios de refrigeración industrial, fabricación y reparación de partes, piezas y estructuras metal mecánicas y administración de las herramientas y equipos requeridas para la ejecución del mantenimiento de los sistemas e instalaciones del área de planta, de acuerdo a los programas de trabajo, ordenes de trabajo requeridas y especificaciones exigidas, de acuerdo a las norma y técnicas establecidas, en condiciones de calidad, oportunidad, costos.
Funciones Asegurar la ejecución del mantenimiento de los equipos eléctricos, hidráulicos, mecánicos, electromecánicos y neumáticos del área de planta, de acuerdo a los manuales de fabricación y requerimientos exigidos, así como la fabricación y reparación de partes, piezas y estructuras metal- mecánica, a fin de mantener la disponibilidad y confiabilidad de los mismos.
Ejecutar los planes y programas de mantenimiento programado, rutinario y preventivo de los equipos y sistemas industriales del área de taller central, de acuerdo a los parámetros establecidos, a fin de mantener su disponibilidad, optimizar su vida útil y disminuir las intervenciones por mantenimiento correctivo.
Asegurar la ejecución y control del mantenimiento correctivo, programado y rutinario de los equipos y sistemas de refrigeración industrial (secadoras de compresores y chiller de laboratorio central), a fin de asegurar la calidad y oportunidad del servicio prestado.
Asegurar la administración, resguardo y asignación de las herramientas requeridas para la ejecución del mantenimiento de los sistemas e instalaciones del área de planta, así como el inventario y suministro de los materiales e implementos de seguridad requeridos en el área de taller central para la ejecución de las actividades, manteniendo registro y disponibilidad de la información generada.
Mantener un inventario de las herramientas disponibles en la empresa, así como también su ubicación y responsable, de acuerdo a las normas y procedimientos establecidos, a fin de mantener control sobre las mismas y tomar las acciones necesarias ante las desviaciones detectadas.
Recibir y entregar al almacén, los equipos reparados en talleres foráneos, de acuerdo a las características del equipo y previa inspección, a fin de ser distribuidos a las unidades usuarias, de manera oportuna y confiable.
Fabricar piezas, componentes y/o equipos, de acuerdo con las especificaciones requeridas por las unidades usuarias, a fin de mantener la continuidad de las operaciones del área de planta.
Áreas del Departamento Taller Central
Taller de Máquinas y Herramientas
Taller de Fabricación y Soldadura
Taller Hidroneumático
Taller Eléctrico
Taller Mecánico
Taller de Refrigeración
Taller de Reparación de Tolvas
Cuarto de Herramientas
Proceso productivo del Departamento Taller Central-Secciones Soldadura/Máquinas y Herramientas En las distintas áreas de producción de la empresa se realizan inspecciones verificando si se requiere algún mantenimiento, fabricación de piezas o componentes.
A través del Sistema Integral de Mantenimiento del Aluminio (SIMA) se ejecuta una solicitud de servicio que pasa al Supervisor de Mantenimiento del área, para que genere las órdenes de trabajo (ODT).
Las ODT son enviadas al Programador del área, quien las planifica en sistema, verifica si hay material para su ejecución y luego se reúnen con Programación y Planificación para incluirla en el plan de ejecución de la semana siguiente.
El Programador del área se reúne con el Programador de Taller Central, genera la Sub-ODT, verifica que hay material en Taller Central y planifica por semana un programa de ejecución que pasa a cada supervisor de las secciones.
El proceso para la realización de las actividades de las Secciones Soldadura/Máquinas y Herramientas inicia cuando el Supervisor de la sección recibe las Órdenes de Trabajo (Sub-ODT), describiendo los requerimientos y especificaciones técnicas de la pieza o equipo a reparar, así como los planos y materiales necesarios para la ejecución del trabajo.
El supervisor se encarga de inspeccionar el cumplimiento de las actividades, asigna quien realizara cada labor y facilita orden de cumplimiento según sea la prioridad de cada reparación, para posteriormente darles respuestas a los usuarios según lo programado.
Actividades realizadas por operador de máquinas y herramientas especializado Lee e interpreta los planos y efectúa las mediciones en caso de disponer de muestras, utilizando los instrumentos apropiados, a fin de facilitar la ejecución de los trabajos asignados y con la precisión y calidad requerida.
Prepara y opera las máquinas y herramientas necesarias para la ejecución de sus actividades, de acuerdo al tipo de material y pieza a fabricar y/o reparar, a fin de verificar su disponibilidad operativa y mantener la continuidad de las operaciones.
Selecciona las herramientas de medición y verifica antes, durante y después del mecanizado, las medidas y especificaciones de los planos y/o muestras especificadas para las piezas en proceso de elaboración, a fin de mantener la calidad y la precisión de las piezas realizadas.
Durante el estudio de tiempo en esta sección se pudo visualizar la fabricación de eje para vibro compactadora, tapas laterales para articulación de rompe-costra grúas NKM V-Línea y bocina para articulación de rompe- costra grúas NKM V-Línea.
Para realizar estas actividades se utilizaron los siguientes equipos y herramientas: Torno, Fresadora, Taladro, Esmeril, además de los equipos de protección personal como mascarilla, guantes, chaqueta de jean y botas de seguridad.
Ver Anexo 4 Descripción de Cargo Operador de Máquinas y Herramientas Especializados.
Actividades realizadas por soldador mayor El soldador mayor fábrica estructuras y piezas metálicas de materiales ferrosos y no ferrosos, empleando soldadura por arco eléctrico, autógenas, TIG, MIG y soldaduras especiales (por fricción, plasma y otros requeridos), a fin de ejecutar los trabajos asignados y cumplir con la programación establecida. Sus trabajos son reparaciones mayores, es decir, actividades programadas y de carácter correctivo (emergencias).
Sustituye y repara elementos y estructuras metálicas, tales como: tuberías, varillas, superficies, piezas, entre otros inherentes), a fin de restituir las condiciones normales de operación de los equipos.
Durante el estudio de tiempo en esta sección se pudo visualizar la soldadura de carreta porta crisol, surtidor de granalla, eje de molino de impacto, reductor levantamiento gancho de colada, paletas para agitar colada y la fabricación de quemadores para piezas de despiece y tubería de descarga.
Para realizar estas actividades se utilizaron los siguientes equipos y herramientas: Máquina de Soldar DC-600, Cilindradora, Laminadora, Esmeril, Pinza para carbonear, además de los equipos de protección personal como mascara para soldar, guantes, chaqueta de jean y botas de seguridad.
Ver Anexo 5. Descripción de Cargo Soldador Mayor.
Personal según Organigrama de Cargos y Registro de Asignación de Posiciones (RAP) El Organigrama de Cargos vigente (fecha 10-11-2015) de la Gerencia de Mantenimiento Industrial muestra el personal que se tiene para el Departamento Taller Central. (Ver Tabla 1) Tabla 1. Personal Organigrama

Fuente: Organigrama de Cargos Gerencia de Mantenimiento Industrial A través del Registro de Posiciones (RAP) se puede visualizar que la Mano de Obra del Departamento Taller Central es de setenta y siete (77) Operadores, con nueve (09) puestos vacantes. (Ver Tabla 2) Tabla 2. Personal del Departamento Taller Central

Fuente: Registro de Posiciones CVG Venalum
Personal de la Sección Máquinas y Herramientas
El personal de Máquinas y Herramientas labora de lunes a lunes en turno rotativo con cuatro (4) grupos de trabajo (A, B, C, D), es decir, T1: 7:00 am a 3:00 pm; T2: 3:00 pm a 11:00 pm; T3: 11:00 pm a 7:00 am, se encargan del mantenimiento y la fabricación de piezas, componentes y/o equipos, de acuerdo con las especificaciones requeridas por las unidades usuarias.
A través del Organigrama de Cargos podemos evidenciar como se encuentra distribuido el personal de la Sección Máquinas y Herramientas. (Ver Tabla 3) Tabla 3. Fuerza Laboral de la Sección Máquinas y Herramientas

Fuente: Directorio CVG Venalum Según el Registro de Asignación de Posiciones (RAP) la situación es la siguiente. (Ver Tabla 4) Tabla 4. Fuerza Laboral según el RAP Sección Máquinas y Herramientas

Fuente: RAP CVG Venalum
Personal de la Sección Soldadura
El personal de Soldadura labora de lunes a viernes en turno mixto, es decir, T1: 7:00 am a 3:00 pm y T2: 3:00 pm a 11:00 pm, se encargan del mantenimiento y la fabricación-soldadura de partes y piezas metalmecánicas para las distintas áreas de CVG Venalum.
A través del Organigrama de Cargos podemos evidenciar como se encuentra distribuido el personal de la Sección Soldadura. (Ver Tabla 5) Tabla 5. Fuerza Laboral de la Sección Soldadura

Fuente: Organigrama de Cargos Gerencia de Mtto. Industrial (Anexo 3) Según el Registro de Asignación de Posiciones (RAP) la situación es la siguiente (Ver Tabla 6) Tabla 6. Fuerza Laboral según el RAP Sección Soldadura

Fuente: RAP CVG Venalum Tabla 7. Resumen de Personal de Máquinas y Herramientas

Fuente: Elaboración Propia, 2016.
Tabla 8. Resumen de Personal de Soldadura

Fuente: Elaboración Propia, 2016.
De acuerdo a las 7 y 8 se evidencia una discrepancia entre la Fuerza Laboral del Organigrama de Cargos de la Gerencia de Mantenimiento Industrial, Departamento Taller Central-Secciones Soldadura/Máquinas y Herramientas y el Registro de Posiciones facilitado por CVG Venalum, situación que no debería presentarse, ambas deberían ser iguales. Esto se debe a que hay Operadores que se encuentran asignados a otras áreas y no se ha actualizado en el RAP, provocando un desfase al comparar la situación actual del área con el RAP.
Personal en Condiciones Especiales
Las Secciones Soldadura/Máquinas y Herramientas deben excluir de sus servicios a los trabajadores que tienen situaciones especiales como permisos sindicales y reposos prolongados. (Ver Tabla 9) Tabla 9. Personal en condiciones especiales

Fuente: Base de Datos de Data Warehouse
Personal Efectivo
La Fuerza Laboral efectiva con la que cuenta el Departamento Taller Central Secciones-Soldadura/Máquinas y Herramientas será: (Ver Tabla 10) FLE= (Organigrama-Vacantes-Inactiva-Otras Áreas)+Supernumerarios Tabla 10. Personal Efectivo

Fuente: Elaboración Propia, 2016. Durante el seguimiento realizado, se logró evidenciar:
Los siete (7) soldadores están en turno mixto, dividido en dos grupos que rotan los lunes de cada semana, en el grupo A laboran dos (2) soldadores y en grupo B el resto, es decir, cinco (5) soldadores.
En las Secciones Soldadura/Máquinas y Herramientas existen dos (2) Técnicos en Máquinas y Herramientas en condición de Supernumerarios, es decir, también ejercen el cargo como Soldador Mayor pero estos laboran en turno rotativo.
Al llegar alguna reparación o fabricación de emergencia, el trabajo que se está elaborando se detiene para atender a esta, además no se realizan registros de tales emergencia en el SIMA.
Se evidencio demoras por falta de herramientas adecuadas para realizar el trabajo ocasionando retrasos y la improvisación por parte del personal.
Los trabajadores se encuentran expuestos a condiciones ambientales que ocasionan desmotivación, fatiga y desgaste físico al momento de realizar las actividades, como la presencia de polvo, ruidos y altas temperaturas.
Se pudo notar que muchas veces la entrega de las ODT se realiza más tarde de la hora pautada, ocasionando retrasos en la realización de las actividades, además de tiempo improductivo por parte del trabajador (ocio).
Factor Vacaciones El factor vacaciones se establece para ajustar la Fuerza Laboral de un área, considerando que el Departamento Taller Central-Secciones Soldadura/Máquinas de Herramientas presenta una incidencia elevada de vacaciones legales, se procede a ajustar este factor en función de los días reales de ausencia.
El trabajador con más de diez (10) años de servicio se ausenta aproximadamente cuarenta y cinco (45) días al año por lo cual solo trabaja 320 días, es decir, trabaja 10.66 meses al año.
Por lo tanto el factor de vacaciones aplicable establecido por CVG Venalum es:
Para Turno Rotativo: 1.23 Para Turno Mixto: 1.14 Diagrama Causa-Efecto Las causas que originaron los problemas en estudio, se muestran a continuación, en un Diagrama de Causa-Efecto, también conocido como Diagrama de Ishikawa o Diagrama de Espina de Pez (Ver Figura 6) Descripción de las Causas
Mano de Obra
Ausencias: La empresa actualmente presenta deficiencia en el transporte de personal, por lo que se considera la causa principal de ausencias de trabajadores.
Falta de motivación: Años atrás se contaba con reconocimientos e incentivos para los trabajadores, debido a la situación financiera de la empresa este programa no se ha continuado, ocasionando descontento y deficiencia en la productividad de los trabajadores. Además que no se cuenta con dotaciones de uniformes, toallas, jabones y otros elementos que satisfagan las necesidades personales de los trabajadores.
Necesidades personales: Ausentismo debido a necesidades fisiológicas como ir al baño e hidratación.
Comedor: Se cuenta con una hora de almuerzo, donde algunos de los trabajadores comen entre las 10:30 am u 11:30 am.
Inexperiencia: Desconocimiento e inexperiencia en el uso adecuado de los equipos u herramientas a usar en los mantenimientos y reparaciones de piezas o componentes.
Demora de personal: Existen demoras al comienzo de la rutina diaria de trabajo por motivo de arreglo de puesto de trabajo, búsqueda de equipos e insumos.
Condiciones ergonómicas no apropiadas: las condiciones ergonómicas en el Taller Central-Secciones Soldadura/Máquinas y Herramientas no son las más adecuadas, lo que trae como consecuencia el agotamiento físico y enfermedades ocupacionales para los trabajadores.
Agotamiento físico: El método que se utiliza para la realización de las actividades no es el más adecuado ya que el operario debe ejecutar algunos procedimientos durante los procesos de maquinado y soldadura que requieren de esfuerzos significativos.
Insuficiencia de personal: en el área de soldadura la carga de trabajo es excesiva para el personal que se tiene, ya que se presentan emergencias y por estas se debe parar el trabajo que se está realizando, ocasionando retraso en los mantenimientos programados.
Método
Falta de control y planificación: los trabajos de emergencia que se presentan en las secciones no pasan por el SIMA por lo que no se tiene un control de estas y no se puede llevar a cabo su planificación y programación.
Falta de ODT: Si el supervisor está ausente, las ODT se atrasan, ya que este es el que indica a los trabajadores la labor que debe realizar.
Falta de capacitación: Las actividades que realizan se basan en ensayo– error y años de experiencia, en el taller tiene muchos años sin realizar un plan de capacitación, que detecten los errores en el diseño del puesto de trabajo.
Materiales
Falta de insumos: Por la falta de un control de inventario no se realiza la solicitud de insumos a tiempo, cuando el supervisor hace el pedido al cuarto de herramientas, muchas veces no hay. Por lo que el stock de guantes, mascarillas y otros implementos de seguridad disminuye y los trabajadores no pueden realizar sus actividades.
Insuficiencia de repuestos: Debido a la situación Económica del país y de la empresa, la falta de repuestos para los equipos se ha hecho notoria. Lo que ocasiona que los equipos fallen y estén fuera de servicio por periodos prolongados.
Falta de materiales: Las áreas solicitantes de los servicios deben proporcionar el material necesario para la reparación de su pieza o componente, estos deben adquirirlos en Almacén Central de CVG Venalum, por problemas de desabastecimiento y disminución del stock, no se dispone del mismo lo que ocasiona que el trabajo no se pueda realizar.
Insuficiencia de recursos financieros: Debido a la situación actual de país y de CVG Venalum cuando se presentan costos por reparación y repuestos no presupuestados, no se pueden comprar los insumos en el momento deseado.
Máquinas
Equipos dañados y fuera de servicio: se tienen equipos dañados y fuera de servicios, lo que ocasiona demoras inevitables por espera de máquinas, equipos y herramientas de trabajo.
Fallas recurrentes: Las constantes fallas presentadas por las máquinas genera que no se opere en óptimas condiciones y por ende no se cumple con la capacidad máxima de producción.
Vencimiento de vida útil: se tienen equipos con vida útil vencida lo que genera deterioro y obsolescencia tecnológica.
Obsolescencia tecnológica: al pasar los años las máquinas han perdido sus atributos técnicos, generando obsolescencia tecnológica en cuanto los equipos actuales que garantizan máxima producción y condiciones ergonómicas para los operarios.
Medición
Equipos sin instructivos: Por lo que no se conoce el uso correcto de los equipos, si requieren alguna especificación para su uso o es necesario de calibración u otros parámetros.
Falta de mantenimientos preventivos: como no se aplican mantenimientos preventivos los equipos tienden a dañarse con mayor frecuencia, generando así un exceso de mantenimientos correctivos.
Exceso de mantenimientos correctivos: Este tipo de mantenimiento lo que trae como consecuencia interrupciones no previstas en el proceso productivo, disminuyendo las horas operativas, y altos costos para CVG Venalum.
Equipos no adecuados: por insuficiencia de equipos, hay algunos que no se les da su correcto funcionamiento, utilizándose para realizar actividades que no son actas para dichos equipos.
Falta de planes de mantenimiento: Los mantenimientos realizados con mayor frecuencia en las Secciones Soldadura/Máquinas y Herramientas son el correctivo y rutinario, por lo que se evidencia que los planes de mantenimiento no se cumple como es debido, todo esto gracias a la falta de insumos, ausencia de personal especializado y escasez de repuestos. Ocasionando déficit en el correcto funcionamiento de los equipos y deterioro físico de los mismos.
Medio Ambiente
Iluminación excesiva: Debido a la exposición de emisiones de luz generadas por la soldadura.
Virutas metálicas: Fragmentos de material residual con forma de lámina curvada o espiral que se extrae mediante herramientas, tales como brocas, al realizar trabajos de soldadura, desbastado o perforación, sobre metales.
Temperatura del medio ambiente: existen altos niveles de temperatura, es decir, excesivo calor por las emisiones de las maquinas operando, lo que genera un agotamiento físico en los trabajadores.
Ruido: Son sensaciones auditivas desagradable para los trabajadores, generada por las maquinas, por soldadura o proceso externos cerca de Taller Central.
Partículas y polvos metálicos: De material residual sobre metales, que se extraen de procesos como soldadura y devastado de partes o piezas.

Figura 6. Diagrama Causa-Efecto de las Secciones Soldadura-Máquinas y Herramientas Fuente: Elaboración Propia, 2016.
60 Diagrama de Pareto Una vez realizado el análisis causa-efecto, haciendo uso del diagrama Ishikawa, se procede a ponderan las causas raíces de los problemas.
Causas Raíces
Ausencia de Personal
Inexperiencia
Insuficiencia de Personal
Falta de Capacitación
Falta de Materiales e Insumos
Falta de Recursos Financieros
Equipos Dañados y Fuera de Servicio
Falta de Planes de Capacitación
Ponderación de las Causas Raíces Luego de determinar las causas raíces de los problemas, se procede a hacer la ponderación de las mismas, con los trabajadores de las Secciones como supervisores, soldadores y operadores, para conocer el orden en que deben de ser atacadas. (Ver Tabla 11)
Tabla 11. Ponderación de Causas Raíces

Fuente: Elaboración Propia, 2016.
Diagrama Después de ponderar las causas se deben priorizar de acuerdo al puntaje. (Ver Tabla 12) Tabla 12. Orden de Causas Raíces

Fuente: Elaboración Propia, 2016.
Posteriormente se procede a realizar el Diagrama de Pareto (Ver Gráfico 1) Gráfico 1. Diagrama de Pareto Soldadura/Máquinas de Herramientas

Fuente: Elaboración Propia, 2016.
En el Diagrama de Pareto anterior puede observarse que las primeras 5 causas raíz se presentan en el 80% de las Secciones Soldadura/Máquinas y Herramientas, aproximadamente, por lo que la mayor parte del problema de desfase de horario en las Secciones se debe a estas fuentes, de manera que si se atacan estas, desaparecería el problema.
Análisis FODA Este análisis ayuda a identificar las Fortalezas y Oportunidades presentes en el Departamento Taller Central-Secciones Soldadura/Máquinas y Herramientas, contrarrestando las Debilidades y Amenazas para transformarlas en Fortalezas.
Ámbito Interno
Fortalezas
1. Personal calificado para el manejo adecuado de los equipos presentes en el área, poseen años de servicios y saben cómo realizar correctamente las actividades.
2. Personal comprometido con su trabajo, en pro de ofrecer un buen servicio, para el mejoramiento del desempeño dentro de la organización.
3. Personal capaz de improvisar para lograr la realización de las actividades designadas.
4. Cuenta con un Sistema Integral de Mantenimiento del Aluminio (SIMA), herramienta utilizada para el manejo de la gestión del mantenimiento industrial, proporcionando información para la planificación, programación, ejecución, análisis y evaluación de los diferentes tipos de mantenimientos presentes en CVG Venalum.
Debilidades
1. Falta de materiales para la fabricación de partes y piezas requeridas, es decir, laminas, electrodos y otros.
2. Falta de Equipos y Herramientas adecuadas para la realización de las actividades.
3. Falta de planes de capacitación del personal que labora dentro del área.
4. Desfase de horarios de trabajo, ya que Soldadura labora en turno mixto mientras que Máquinas y Herramientas en turno rotativo.
5. Falta de motivación, no se incentiva al personal por medio de reconocimientos o bonos de productividad, por la situación financiera de CVG Venalum.
6. Desactualización de la data del SIMA.
7. Salarios bajos, por la situación financiera del País y CVG Venalum.
Ámbito Externo
Oportunidades
1. Ingreso constante de personal contratado, pasantes y aprendices.
2. Personal experimentado.
3. Reconocido por sus servicios dentro de la empresa, debido a que el Taller Central-Secciones Soldadura/Máquinas y Herramientas se encarga de la fabricación de partes y piezas para las áreas de producción CVG Venalum.
4. Convenios con empresas externas.
5. Prestación de Servicios de Mantenimiento por cooperativas.
Amenazas
1. Entorno Político-Económico del país.
2. Situación financiera de la empresa.
3. Falta de inversión en Taller Central
4. Paros y huelgas.
5. Racionamiento Energético.
En la Tabla 13 se muestra el Análisis FODA del Área de Taller Central-Secciones Soldadura/Máquinas y Herramientas, considerando el Ámbitos Interno y Externo ya descritos anteriormente.
Tabla 13. Análisis FODA Taller Central-Secciones Soldadura/Máquinas y Herramientas

Matriz de Evaluación de Factores Internos (EFI) Este instrumento permite formular estrategias de mejoras para las Secciones Soldadura/Máquinas y Herramientas, evaluando las fortalezas y debilidades más importantes dentro de las secciones, además ofrece una base para identificar y evaluar las relaciones entre dicha secciones. (Ver Tabla 14) Tabla 14. Matriz EFI Secciones Soldadura/Máquinas y Herramientas

Al comparar el peso ponderado total de las fortalezas contra el de las debilidades, se determina si las fortalezas internas de la organización son favorables o desfavorables. En este caso las fortalezas son favorables a la organización con un peso ponderado de 1.26 contra 0.78 de las debilidades.
Matriz de Evaluación de los Factores Externos (EFE) Esta matriz permite resumir y evaluar aspectos económicos, sociales, culturales, demográficos, ambientales, políticos, jurídicos, tecnológicos y competitivos, que influyen externamente a las Secciones Soldadura/Máquinas y Herramientas. (Ver Tabla 15) Tabla 15. Matriz EFE Secciones Soldadura/Máquinas y Herramientas

La clave de la Matriz EFE, consiste en que el valor del peso ponderado total de las oportunidades sea mayor al peso ponderado total de las amenazas. En este el peso ponderado total de las oportunidades es de 1.96 y de las amenazas es 0.60, lo cual establece que el medio ambiente es favorable para las secciones Soldadura/Máquinas y Herramientas del Departamento Taller Central.
Cuadro comparativo de las ventajas y desventajas del turno mixto y turno rotativo En la tabla 16 se puede visualizar las ventajas y desventajas del turno mixto presente en Soldadura y turno rotativo presente en Máquinas y Herramientas, con la finalidad de diagnosticar la situación actual en dicha secciones y así evaluar los escenarios para normalizar estos turnos, todo esto a fin de determinar la opción más rentable para CVG Venalum.
Para el cuadro comparativo se considera el punto de vista de la empresa y de los operarios, evaluando aspectos como:
Costos: relacionado con los gastos que realiza la empresa por conceptos de salarios, horas extras y transporte.
Condiciones ambientales: para determinar el efecto de estas sobre el operario como fatiga, cansancio extenuante y su desenvolvimiento a la hora de realizar las actividades.
Riesgos: a los que está expuesto el operario durante la jornada laboral y la incidencia de estos con respecto al turno de trabajo.
Seguridad: que le proporciona la empresa al terminar la jornada laboral y tomando en consideración la situación que vive actualmente el país.
Salud laboral: determinando la carga de trabajo y el esfuerzo que realizan los operarios durante la jornada laboral.
Relación con las áreas de producción: para comprobar si las secciones se encuentran en sintonía con dichas áreas, además de visualizar si se puede cumplir con la demanda solicitada.
Productividad: para visualizar la eficiencia de los equipos, número de piezas elaboradas, mantenimientos aplicados y la producción de partes o componentes.

CAPÍTULO VI
Análisis de Resultados
Luego de realizar el seguimiento de las actividades y toma de tiempos en el Departamento Taller Central-Secciones Soldadura/Máquinas y Herramientas, se estimaron los tiempos promedios, la frecuencia de realización de las actividades y el porcentaje de ausentismo con el fin de conocer la fuerza laboral necesaria en estas secciones a través del requerimiento de personal y la carga de trabajo de los Soldadores/Operadores de Máquinas y Herramientas.
El estudio de tiempo se realizó a las actividades de mantenimiento que ejecutan los Soldadores y Operadores de Máquinas y Herramientas tanto a Taller Central como a las áreas de producción de CVG Venalum, el número de personas que ejecuta cada actividad se obtuvo por observación directa durante este estudio.
La jornada laboral utilizada para el estudio de fuerza laboral, requerimiento de personal y carga de trabajo fue de 8 horas por día, es decir, 480 minutos/día, 14400 minutos/turno.
Análisis de la Matriz FODA En el diagnóstico de la situación actual se consideró el Ámbitos Interno y Externo y se determinaron las Fortalezas, Oportunidades, Debilidades y Amenazas presentes en el Taller Central-Secciones Soldadura/Máquinas y Herramientas. A partir de este estudio se pudieron establecer diferentes estrategias para la mejora y optimización del proceso de mantenimiento que presta las Secciones Soldadura/Máquinas y Herramientas, a las distintas Áreas de CVG Venalum.
Estrategias FO
1. Se recomienda realizar un estudio de movimiento y tiempo a la Secciones soldadura/Máquinas y Herramientas para establecer métodos de trabajo más óptimo y aprovechar el capital humano, evitando demoras y fatigas innecesarias que ocasionen pérdida de tiempo y dinero.
2. Realizar una evaluación de desempeño para determinar y comunicar a los empleados la forma en que están desempeñando su trabajo y, así poder elaborar planes de mejora.
Estrategias DO
1. Ejecutar programas de capacitación y motivación de personal, para incentivar a los trabajadores y den un mejor rendimiento a la hora de realizar sus actividades.
2. Actualizar data de activos fijos y SIMA, para conocer el estado de los equipos, donde se encuentran, que fallas presentan y el uso que se le da a cada uno.
3. Proponer y Evaluar distintos escenarios para normalizar los turnos de trabajo entre Soldadura-Máquinas y Herramientas.
4. Ejecutar programa de mantenimiento de equipos, para mantenerlos en óptimas condiciones y alargar la vida útil de los mismos.
Estrategias FA
1. Realizar un estudio económico para elaborar planes de inversión en el Departamento Taller Central-Secciones Soldadura Máquinas y Herramientas.
2. Implantar planes de ahorro energético y así mantener activas las celdas para mantener la producción en CVG Venalum.
Estrategias DA
1. Aprovechamiento de los medios (SIMA) para dar a conocer la importancia del Taller Central dentro del proceso productivo de la empresa, ya que a través de este se puede visualizar el porcentaje de cumplimiento de las ODT y Sub-ODT además de mostrar el proceso en el que se encuentra alguna actividad, ya sea que está en proceso, re planificada o culminada.
2. Realizar análisis de Costo-Beneficio para evaluar los escenarios propuestos y así determinar la opción más rentable para CVG Venalum.
En la Tabla 17 se muestra el Análisis de las estrategias FODA del Área de Taller Central-Secciones Soldadura/Máquinas y Herramientas, descritas anteriormente.

Porcentaje de Ausentismo Máquinas y Herramientas La sección máquinas y herramientas labora de lunes a lunes, para el cálculo del porcentaje de ausentismo de dicha sección se toma como jornada laboral 480 días/mes*Operadores. (Ver Tabla 18)

Un Operador o Técnico de Máquinas y Herramientas puede faltar por transporte como máximo 30 veces al mes, en total los 16 Operadores/Técnicos al mes pueden faltar 480 veces. Al año el porcentaje de ausentismo por transporte en la Sección Máquinas y Herramientas es de 72.92%. Se considera un índice relativamente bajo puesto que se encuentra por debajo del 100%, es decir, en el año 2015 hubo 350 ausencias en la sección.
Soldadura La Sección Soldadura labora de lunes a viernes, para el cálculo del porcentaje de ausentismo de dicha sección se toma como jornada laboral 140 días/mes*Soldadores. (Ver Tabla 19)

Un Soldador puede faltar por transporte como máximo 20 veces al mes, en total los 7 soldadores al mes pueden faltar 140 veces. Al año el porcentaje de ausentismo por transporte en la Sección soldaduras es de 206.43%.
Un índice elevado para la sección, es decir, en el año 2015 hubo 289 ausencias en la sección, sobrepasando el máximo de ausencias por año, lo que ocasiona retrasos en la elaboración de los trabajos.
Comportamiento ODT Año 2015 A través de las ODT Cerradas de cada sección por un período de evaluación de un año, se determinaran la frecuencia de ejecución de las actividades, es decir, se estudiaran las ODT del 2015 y se reflejaran las actividades de mantenimiento que realizan las secciones y la cantidad total de ODT por mes y por año.
Sección Máquinas y Herramientas En la Tabla 20 se visualiza la frecuencia de ejecución de cada actividad en la Sección Máquinas y Herramientas durante el año 2015.

A través del Grafico 2 podemos ver el comportamiento de la Sección Máquinas y Herramientas, en cuanto al cierre y cumplimiento de las ODT durante el año 2015, se nota que el comportamiento de estas entre meses es relativamente constante.
En total se cerraron 397 ODT, de las cuales en el mes de junio fue que se cumplieron la mayor cantidad de estas, es decir, 45 ODT.
Mientras que en el mes de enero solo se cerraron 17, se considera un índice muy bajo de cumplimiento para la sección durante este mes, comparado con el resto del año.

Sección Soldadura En la Tabla 21 se visualiza la frecuencia de ejecución de cada actividad en la Sección Soldadura durante el año 2015.
Tabla 21. ODT Cerradas en 2015 Sección Soldadura

A través del Grafico 3 podemos ver el comportamiento de la Sección Soldadura, en cuanto al cierre y cumplimiento de las ODT durante el año 2015, se nota que el comportamiento de estas entre meses es relativamente constante.
En total se cerraron 730 ODT, de las cuales en los meses de abril y agosto fue que se cumplieron la mayor cantidad de estas, es decir, 90 ODT.
Mientras que en el mes de noviembre solo se cerraron 28, se considera un índice muy bajo de cumplimiento para la sección durante este mes, comparado con el resto del año.

Gráfico 3. ODT Cerradas Soldadura Año 2015 Fuente: Elaboración Propia, 2016.
Carga de Trabajo y Requerimiento de Personal Para este estudio se realizó un seguimiento a los Soldadores/Operadores de Máquinas y Herramientas de Taller Central. Este seguimiento se basó en la frecuencia de realización de las actividades ejecutadas por los operarios con su respectivo estudio de tiempo.
Las secciones se evaluaron durante 2 semanas por separado y a cada uno de los operarios que componen dichas secciones, es decir, aquellos que poseen el cargo de Soldador Mayor, Técnicos y Operadores de Máquinas y Herramientas.
Para el estudio de tiempo se utilizó el Formato de Registro de Seguimiento de la Gerencia de Ingeniería Industrial. Para este estudio se consideró lo siguiente:
La jornada de trabajo considerada para el estudio fue de 8 horas/día, en el turno comprendido de 7:00 am a 3:00 pm.
La frecuencia de ejecución de las actividades se estableció lo observado durante el seguimiento de los operarios para el estudio de tiempo.
Las concesiones por fatiga se obtuvieron mediante el método sistemático para asignar tolerancias por fatiga.
Sección Máquinas y Herramientas
Tiempos Promedios
Los tiempos promedios de la Sección Máquinas y Herramientas se reflejan por actividad en los Apéndices 1 al 6, respectivamente.
Ejemplo: Fabricar Eje Excéntrico

Calificación de Velocidad
Esta se obtendrá por medio del método Whestinghouse, en donde se evalúan factores como: Habilidad, Esfuerzo, Condiciones y Consistencia.
Primeramente se debe obtener la calificación de velocidad y luego se realiza el cálculo del Factor de Calificación (Fc).

Ver Tabla 22 Para conocer la Calificación de la Velocidad y el Factor de Calificación de la Sección Máquinas y Herramientas.
Habilidad: Mostraron coordinación y un buen ritmo de trabajo.
Esfuerzo: Poseen control y un buen ritmo de trabajo al realizar las actividades.
Condiciones de trabajo: El ambiente de trabajo es tolerable para el operario. Consistencia: En los trabajos realizados muestran estabilidad.
Tabla 22. Método Westinghouse Factor de Calificación Máquinas y Herramientas.

Tiempo Normal
El tiempo normal de ejecución de las actividades de mantenimiento de la Sección Máquinas y Herramientas se reflejan en los Apéndices 1 al 6, respectivamente.
Para el proceso de fabricar eje excéntrico: TN=TPS*Cv= (120.5 min)(1.16)= 139.78 min
Concesiones por Fatiga
Jornada de Trabajo tomada para el estudio en la Sección Máquinas y Herramientas es de 7:00am a 3:00pm, es decir una jornada continua de 8 horas al día.
Las necesidades personales (NP) no están estandarizadas, por lo que para la realización de este estudio se trabajara con 10 min.
Demoras Inevitables Almuerzo= A los Técnicos/Operadores de Máquinas y Herramientas se le conceden 30min/día para almorzar diariamente.
Instrucciones del Supervisor (IS): 10 min, en este tiempo el supervisor indica las labores a realizar por parte del operario.
Tiempo de preparación inicial (TPI): 15 min, en este tiempo el operario prepara el área de trabajo.
Tiempo de preparación final (TPF): 15 min, el trabajador termina su jornada.
JT= 8 hr/día = 480 min/día Para el cálculo de las tolerancias por fatiga, se utilizó el método sistemático de asignación de tolerancias por fatiga y se determinó el total de puntos de la hoja de concesiones dando como resultado 325 puntos. (Ver Anexo 2 y 3) Clase: F1 Rango: 325-331 % de concesión: 26% Minutos concedidos por Fatiga: 99 min Describiendo estos factores tenemos: Condiciones de trabajo
Temperatura: Grado 4, Ambiente con circulación normal de aire: 35°C<41.5°C<41.5°C <41.5°C < Temperatura<41.5°C
Condiciones Ambientales: Grado 2, Ambiente de planta sin aire acondicionado.
Humedad: Grado 2, Ambiente seco.
Nivel de Ruido: Grado 3, Ruido agudos por encima de 90 decibeles, sonidos intermitentes o molestos.
Iluminación: Grado 1, Iluminación de 215 a 538 lux para la mayoría de las aplicaciones industriales.
Repetitividad y Esfuerzo aplicado Duración del trabajo: Grado 4, Operación o sub-operación que puede completarse en más de una hora.
Repetición del Ciclo: Grado 2, La tarea es regular, aunque las operaciones pueden variar de un ciclo a otro.
Esfuerzo Físico: Grado 3, Esfuerzo manual aplicado entre 40% y el 70% del tiempo por encima de 30Kg.
Esfuerzo Mental o Visual: Grado 3, atención mental y visual continúas debido a razones de calidad o seguridad. Generalmente ocurre en operaciones repetitivas que requieren un estado constante de alerta o de actividad de parte del trabajador Posición de Trabajo Parado, sentado, moviéndose, altura de trabajo: Grado 3, Operaciones donde el sitio de trabajo o la naturaleza del mismo obliguen a un continuo agacharse o empinarse, o donde el trabajo requiera la extensión de los brazos o de las piernas constantemente.
Para observar en la hoja de concesiones los datos obtenidos Ver Apéndice 7.

Por lo que, las tolerancias variables concedidas por concepto de fatigas es igual a 50.62 minutos.
Tiempo Estándar
Para el proceso de fabricar eje excéntrico:

El tiempo estándar para el para la fabricación del eje excéntrico en la Sección Máquinas y Herramientas es de aproximadamente 190.40 min.

Carga de Trabajo de los Operadores/Técnicos en Máquinas y Herramientas

Donde TTTA= Tiempo Total de Trabajo y Atención Luego TTTA= (TE*Frecuencia Actividades)/N° de Operadores TTTA= (190.40 min * 1 Vez/Turno)/1 Operador= 190.40 Min/Turno

Teniendo en cuenta que son cuatro grupos de trabajo (A, B, C, D), y que cada uno realiza igual número de actividades, el Requerimiento de Operadores/Técnicos de Máquinas y Herramientas seria de 4 por grupo de trabajo.
Incorporando el factor vacaciones el requerimiento es el siguiente:
 Por lo tanto, el Requerimiento Total de Operadores/Técnicos de Máquinas y Herramientas seria de 16, es decir, 4 por cada grupo de trabajo.
Por lo tanto, el Requerimiento Total de Operadores/Técnicos de Máquinas y Herramientas seria de 16, es decir, 4 por cada grupo de trabajo.
Para visualizar el TTT, TTTA, CT y Requerimiento de la Sección Máquinas y Herramientas (Ver Apéndice 8) Soldadura
Tiempos Promedios
Los tiempos promedios de la Sección Soldadura se reflejan por actividad en los Apéndices 9 al 14, respectivamente.
Ejemplo Actividad: Soldar Carreta Porta Crisol

Calificación de Velocidad
Esta se obtendrá por medio del método Whestinghouse, en donde se evalúan factores como: Habilidad, Esfuerzo, Condiciones y Consistencia.
Primeramente se debe obtener la calificación de velocidad y luego se realiza el cálculo del Factor de Calificación (Fc).

Ver Tabla 23 Para conocer la Calificación de la Velocidad y el Factor de Calificación Soldadura.
Habilidad: Mostraron coordinación y un buen ritmo de trabajo.
Esfuerzo: Poseen control y un buen ritmo de trabajo al realizar las actividades.
Condiciones de trabajo: El ambiente de trabajo es tolerable para el operario. Consisten cia: En los trabajos realizados muestran estabilidad.
Tabla 23. Método Westinghouse Factor de Calificación Soldadura

Tiempo Normal
El tiempo normal de ejecución de las actividades de mantenimiento de la Sección Soldadura se reflejan en los Apéndices 9 al 14, respectivamente.
Para el proceso de soldar carreta porta crisol: TN=TPS*Cv= (48.50 min)(1.21)= 58.69 min
Concesiones por Fatiga
Jornada de Trabajo tomada para el estudio en la Sección Soldadura es de 7:00am a 3:00pm, es decir una jornada continua de 8 horas al día.
Las necesidades personales (NP) no están estandarizadas, por lo que para la realización de este estudio se trabajara con 15 min.
Demoras Inevitables Almuerzo= A los Operadores de Soldadura se le conceden 30min/día para almorzar diariamente.
Instrucciones del Supervisor (IS): 10 min, en este tiempo el supervisor indica las labores a realizar por parte del operario.
Tiempo de preparación inicial (TPI): 15 min, en este tiempo el operario prepara el área de trabajo.
Tiempo de preparación final (TPF): 15 min, el trabajador termina su jornada. JT= 8 hr/día = 480 min/día Para el cálculo de las tolerancias por fatiga, se utilizó el método sistemático de asignación de tolerancias por fatiga y se determinó el total de puntos de la hoja de concesiones dando como resultado 400 puntos.
Clase: F5 Rango: 350 y más % de concesión: 30% Minutos concedidos por Fatiga: 111 min Describiendo estos factores tenemos:
Condiciones de trabajo
Temperatura: Grado 4, Ambiente con circulación normal de aire: 35°C<41.5°C<41.5°C < Temperatura<41.5°C
Condiciones Ambientales: Grado 4, Ambiente tóxicos. Mucho polvo y/o humos no eliminables por extracción de aire.
Humedad: Grado 3, Alta Humedad.
Nivel de Ruido: Grado 4, Ruido de alta frecuencia u otras características molestas, ya sean intermitentes o constantes.
Iluminación: Grado 3, Luz donde el resplandor es inherente al trabajo.
Repetitividad y Esfuerzo aplicado Duración del trabajo: Grado 4, Operación o sub-operación que puede completarse en más de una hora.
Repetición del Ciclo: Grado 3, Operaciones donde la terminación periódica está programada y su ocurrencia es regular, o donde la terminación del movimiento o los patrones previos se ejecutan por lo menos 10 veces al día.
Esfuerzo Físico: Grado 3, Esfuerzo manual aplicado entre 40% y el 70% del tiempo por encima de 30Kg.
Esfuerzo Mental o Visual: Grado 3, atención mental y visual continúas debido a razones de calidad o seguridad. Generalmente ocurre en operaciones repetitivas que requieren un estado constante de alerta o de actividad de parte del trabajador Posición de Trabajo Parado, sentado, moviéndose, altura de trabajo: Grado 4, Operaciones donde el cuerpo es contraído o extendido por largos periodos de tiempo o donde la atención exige que el cuerpo no se mueva.
Para observar en la hoja de concesiones los datos obtenidos Ver Apéndice 15.

Por lo que, las tolerancias variables concedidas por concepto de fatigas es igual a 26.04 minutos.



Teniendo en cuenta que son dos grupos de trabajo, el Requerimiento de soldadores seria de 12 por cada turno de trabajo.
Incorporando el factor vacaciones el requerimiento es el siguiente: F.V= 1.14.
Req= 11.53 Soldadores* 1.14= 13.14 ˜ 13 Personas Por lo tanto, el Requerimiento Total de Soldadores seria de veintiséis (26) soldadores, es decir, 13 soldadores por cada turno de trabajo.
Para visualizar el TTT, TTTA, CT y Requerimiento de la Sección Soldadura (Ver Apéndice 16) Evaluación de Desempeño La Evaluación de Desempeño no es más que la realización de una comparación de lo realizado durante un período determinado por un empleado, contra lo que la organización en la que trabaja considera el desempeño ideal para ese cargo.
Se realizó esta evaluación en las Secciones Soldadura/Máquinas y Herramientas, para determinar el desempeño de los operadores y soldadores de dichas sección, además de conocer los aspectos donde estos presentan deficiencias y así establecer planes para mejorar estos.
Los aspectos que se consideraron para la evaluación fueron los siguientes:
Aplicación de conocimientos para determinar el uso que hacen los operadores de la información, de los conocimientos adquiridos, en la identificación de problemas, tomando acciones destinadas a la solución.
Iniciativa para medir su aporte ideas y la búsqueda de nuevas oportunidades para el mejoramiento de sus funciones.
Calidad del trabajo para determinar su exactitud y confiabilidad en la ejecución de sus tareas, siguiendo las prácticas operativas y normas del proceso.
Actitud hacia el trabajo que Implica conseguir la información más exacta, resolver dudas a través de preguntas y buscar información que pueda ser útil en su trabajo.
Disciplina relacionadas con asistencia, horario y acatamiento de normas y procedimientos.
Seguridad, Higiene y Ambiente para determinar el acatamiento de las normas de higiene. Garantizar la seguridad, orden y limpieza en el área de trabajo asignada.
Responsabilidad por equipos y herramientas para ver el grado de disposición para cuidar y mantener en condiciones apropiadas los materiales, equipos y herramientas utilizadas en su área de trabajo.
Cooperación y Trabajo en Equipo que Implica trabajar en colaboración con otros, formar parte de un equipo en el cumplimiento de metas y objetivos de su unidad.
La ponderación obtenida en la evaluación de desempeño de cada operador de Máquinas y Herramientas se puede visualizar en los apéndices 17 al 24.
La ponderación obtenida en la evaluación de desempeño de cada trabajador de Soldadura se puede visualizar en los apéndices 25 al 31.
En la Tabla 24 se puede visualizar el modelo de Evaluación de Desempeño aplicado a los Operadores de Soldadura/Máquinas y Herramientas. Para la ponderación de dicha evaluación se tomó en cuenta la opinión de los supervisores en turno, además de lo observado durante la toma de tiempos.
Tabla 24. Evaluación de Desempeño

La evaluación busca determinar las conductas que permitan mejorar el desempeñ o, así como servir de insumo a los sistemas de entrenamiento, desarrollo de personal y reclutamiento interno.
Instrucciones para el Evaluador . La e va luac ión de be e nf oc arla s ol o en l a a c tuac ión de l t ra baj ad or duran te e l perío do eva lu ado.
. Cons id ere las re s po n s abil id ades de l pu es t o oc upa do y s u rel ac ión c on los as pec tos a e val uar.
. Lea c u ida dos am ente l a def in i c ió n de c ada f ac tor a e va lu ar.
. Dentro de c ad a blo q ue, s elec c io ne de ac uerdo a la es c a la pr opues t a, el grad o qu e pond ere m ej or la c onduc ta ev al uad a en c ada una de las af i rm acion es . Debe c om pleta r todas las af i rm ac ione s en c ada bl oqu e.
. Marqu e c on u na equ i s ( x ) s u s elec c ión en c ada u na d e l as af i rm ac iones p lant ea das en es te f orm ulario. N o de be d ej ar ni ngu na s in c ont es tar.
. Real i c e la e va lu ac ió n de ac u erdo a l a s ig ui ente es c ala:


Observaciones


Fuente: Elaboración Propia, 2016.
CAPÍTULO VII
Situación Propuesta
En este capítulo se presenta el resultado final de la investigación, que se realizó a través de la observación directa y visitas periódicas al Taller Central-Secciones Soldadura/Máquinas y Herramientas. Se muestra el Plan de Capacitación propuesto para el mejoramiento y optimización del método de trabajo. Además de la evaluación de los escenarios propuesto a través de la relación costo-beneficio para visualizar la opción más rentable para CVG Venalum.
Plan de Capacitación Un plan de capacitación conlleva al mejoramiento continuo de las actividades laborales esto con el objeto de implementar formas óptimas de trabajo.
En este sentido, el plan va dirigido al perfeccionamiento técnico y teórico de los Operadores de Máquinas y Herramientas, y los Soldadores de Fabricación y Soldadura; para que el desempeño sea más eficiente en funciones de los objetivos de la empresa. Se busca producir resultados laborales de calidad, de excelencia en el servicio; por otra parte, prever y solucionar problemas potenciales dentro de la organización.
A través del Plan de Capacitación, el nivel del empleado se adecua a los conocimientos, habilidades y actitudes que son requeridos para un puesto de trabajo.
Pasos para la elaboración del Plan de Capacitación
Justificación de la elaboración del plan.
Determinar por qué se realiza el plan de capacitación, los beneficios de este y que se quiere lograr, es exponer todas las razones, las cuales nos parezcan de importancia y nos motiven a realizar el plan de capacitación.
Alcance del plan
Hasta donde llegara el plan, que se hará, marca la pauta para la toma de decisiones futuras y la realización de actividades a nivel operativo.
Objetivo General y los Objetivos Específicos a ejecutar
Significa el fin al que se desea llegar, la meta que se pretende lograr. Los objetivos es lo que impulsa al individuo a tomar decisiones o perseguir sus aspiraciones, el propósito.
Establecimiento de las estrategias, los tipos, modalidades y niveles de capacitación a emplear
Son los pasos que tienen como fin la consecución de los objetivos planteados, los tipos modalidades y niveles de capacitación que se llevaran a cabo en la ejecución del Plan de Capacitación.
Duración de las charlas y temas a desarrollar
Se definen las actividades y temas dictaran, la duración de estas y el encargado de llevarlas a cabo.
Determinación de los recursos materiales y financiamiento
Involucra todos los recursos que se utilizaran, desde las instalaciones hasta transporte, refrigerio, recursos externos e internos, además del financiamiento de estos.
Evaluación de las acciones
Concluida la fase de operación y con el propósito de tener conocimiento preciso de los resultados logrados en relación a lo planeado, es necesario llevar a cabo un trabajo de evaluación para obtener información útil para analizar los cambios de conducta logrados en los capacitados, su desempeño en el área de trabajo, juzgar alternativas y tomar decisiones acerca de los diferentes elementos que intervinieron en el proceso.
Seguimiento del proceso
Como parte del proceso evaluador de las acciones se considera necesario llevar a cabo el seguimiento, el cual implica conocer los resultados y su repercusión en el ambiente de la organización.
El seguimiento es un proceso integral, dinámico y participativo enfocado a la obtención de información para la toma de decisiones en cuanto a la planeación de las acciones y su retroalimentación, la ubicación, desempeño y desarrollo profesional del capacitando para determinar si su formación fue la requerida, o no y por qué.
Los aspectos a considerar en el seguimiento serán aquellos que tienen que ver con los recursos humanos, materiales y financieros utilizados durante la realización de las acciones.
Una vez establecido todos los elementos que constituirán el Plan de Capacitación se efectuó la transcripción del mismo. (Ver Apéndice 32) Escenarios Propuestos Para normalizar los turnos de trabajo entre las Secciones Soldadura/Máquinas y Herramientas se proponen varios escenarios a evaluar, entre estos tenemos:
Pasar la Sección Máquinas y Herramientas de Turno Rotativo a Turno Mixto Este escenario constaría de que los Técnicos/Operadores de Máquinas y Herramientas laboraran de lunes a viernes en conjunto con los soldadores en turno mixto, es decir, T1: 7:00 am a 3:00 pm, T2: 3:00 pm a 11:00 pm.
Se contrataría el personal requerido que se obtuvo en el estudio de fuerza laboral, es decir 16 Técnicos/Operadores.
Para este escenario se realiza un análisis de precios unitarios, que correspondería a los gastos por dotaciones, equipos, trabajo cooperativo y los costos asociados al salario en que incurre CVG Venalum para la contratación de los mismos.
Tomando en consideración que:
El sueldo devengado según tabulación de CVG Venalum, correspondiente a nomina diaria, para los Técnicos/Operadores de Máquinas y Herramientas es de 584,58 Bs/Día. (Ver Anexo 6) Como se trata de turno mixto, se labora de lunes a viernes, por lo tanto son 20 días/mes durante 12 meses al año.
Los costos asociados al salario (CAS) están normalizados por CVG Venalum. (Ver Anexo 7) Los gastos incurridos para la contratación de 16 Técnicos/Operadores de Máquinas y Herramientas para que laboren en turno mixto, son de 45.964.827,57 Bs/año.
En la Tabla 25 se muestra el análisis de precios unitarios para Dpto.
Taller Central-Sección Máquinas y Herramientas.
Tabla 25. Análisis de Precios Unitarios para Técnicos/Operadores Máquinas y Herramientas

Fuente: Elaboración Propia, 2016.
Pasar la Sección Soldadura de Turno Mixto a Turno Rotativo Este escenario constaría de que los Soldadores laboraran en conjunto con los Técnicos/Operadores en turno rotativo, es decir, T1: 7:00 am a 3:00 pm, T2: 3:00 pm a 11:00 pm, T3: 11:00 pm a 7:00 am.
Se contrataría el personal requerido que se obtuvo en el estudio de fuerza laboral, es decir 26 Soldadores.
Para este escenario se realiza un análisis de precios unitarios, que correspondería a los gastos por dotaciones, equipos, trabajo cooperativo y los costos asociados al salario en que incurre CVG Venalum para la contratación de los mismos.
Tomando en consideración que:
El sueldo devengado según tabulación de CVG Venalum, correspondiente a nomina diaria, para los Soldadores es de 569.43 Bs/Día. (Ver Anexo 6) Como se trata de turno rotativo, se laboraran los 30 días/mes durante 12 meses al año.
Los costos asociados al salario (CAS) están normalizados por CVG Venalum. (Ver Anexo 7) Los gastos incurridos para la contratación de 26 Soldadores para que laboren en turno rotativo, es de 86.252.072,32 Bs/año.
En la Tabla 26 se muestra el análisis de precios unitarios para Dpto.
Taller Central-Sección Soldadura.
Tabla 26. Análisis de Precios Unitarios para Soldadores
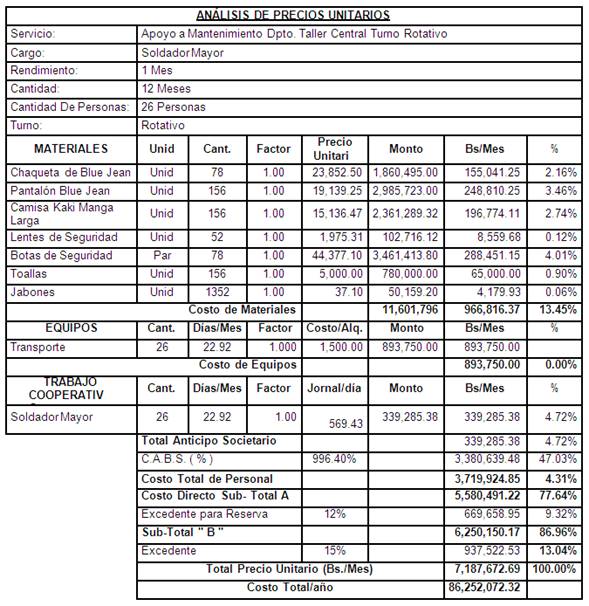
Fuente: Elaboración Propia, 2016.
Contratación de Servicios Externos Este escenario constaría de contratar los servicios de una empresa externa especializada para cubrir los trabajos que no se puedan realizar dentro de CVG Venalum, entre estos tenemos:
Apoyo a mantenimiento Dpto. Taller Central (Dos Soldadores) Servicio de fabricación de cuatro (04) Carreta-Porta Crisoles Reparación Mayor de 200 Tolvas P-19 Para este escenario se toma las contrataciones de servicios realizadas en enero del 2016 por la empresa, donde se refleja el monto solicitado por estas, el monto recomendado y el monto que fue aprobado. (Ver Tabla 27) Tomando en consideración que el escenario que se evalúa es con el monto solicitado ya que es el que proporciona la empresa externa.
Tabla 27. Contrataciones de Servicios

Fuente: CVG Venalum Relación Costo-Beneficio Este análisis de costo beneficio permite evaluar los escenarios propuestos anteriormente y así poder determinar la opción económica más rentable para CVG Venalum.
La relación costo beneficios es un indicador financiero que expresa la rentabilidad en términos relativos, mide la relación entre los costos y beneficios asociados al proyecto.
B/C>0 Los beneficios son superiores a los costos. El proyecto es viable porque genera aportes económicos y sociales a la empresa.
B/C<0 Los beneficios son menores que los costos. Entonces, si el índice es negativo, el escenario debe rechazarse.
B/C=0 Los beneficios son iguales a los costos. Es indiferente realizar o no la inversión desde el punto de vista financiero. El proyecto es auto sostenible.
Escenarios a evaluar
1. Pasar la Sección Máquinas y Herramientas de Turno Rotativo a Turno Mixto.
2. Pasar la Sección Soldadura de Turno Mixto a Turno Rotativo
3. Contratación de Servicios Externos
Los costos en que incurre la empresa fueron expuestos anteriormente por cada escenario en el análisis de precios unitarios y las contrataciones de servicios.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |